ステンレス(SUS)加工に適したコーティングの話

ステンレス(SUS)加工
今回は、ステンレス(SUS)加工に向いたコーティングを考えたいと思います。
ステンレスは主成分の鉄に、クロム10.5%以上を含む合金です。
身近なものでは、水筒や食器に使われています。
加工メーカーさんは「かたねばい」と表現されます。
また放熱しにくい性質から、加工時の摩擦熱により凝着が発生、工具欠損を起こしやすいです。
当社のお客様のステンレス加工は、SUS304が多いです。
SUS加工に適したコーティングの性能は
- 耐酸化温度が高いこと。
- SUSと凝着(親和)しにくく、硬度が高いこと
が必要です。
試験:SUS304社内切削試験
下図は、SUS304社内切削試験です。
膜種は(左)SmArc OS-Ⅶ、(中央)SmArc OS-T、(右)ノンコート
切削チップ逃げ面摩耗比較
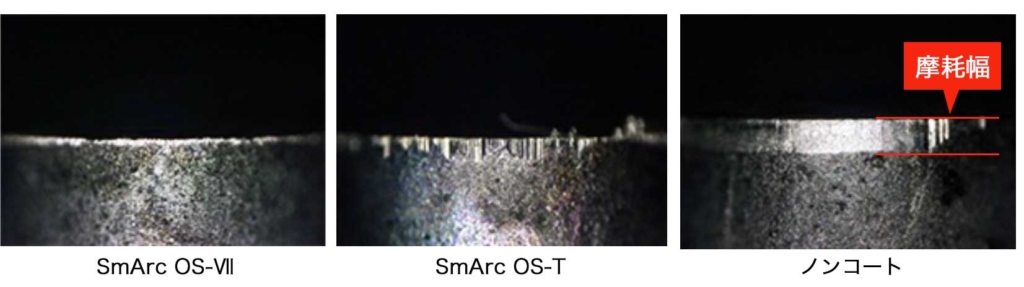
切削長:500m、切削速度:150m/min・切り込み量:0.2mm、送り:0.2mm/rev、切削方法:ドライ
試験では、AlCrSiN系のOS-Ⅶ(左)が、TiSiN系OS-T(中央)より優れる結果となりました。
SUS304薄板加工でのコーティング効果例
また、軟らかいSUS304と硬化処理したSUS材では、摩耗凝着の状態が違いますので、
複数の膜選択が必要となる場合があります。
特殊な事例としてSUS304の0.1tの薄板曲げ加工において、
AC-XやAC-X・Wに良い評価が出たことがあります。
これは、薄板の軽負荷加工ゆえに、非親和性、密着力、耐酸化温度の要素より、
AC-Xの平滑な面粗さと高硬度性能が滑り性向上で高評価につながったと思われます。
その他の耐熱合金材料
チタンやニッケル含有のインコネル、ハステロイなどの耐熱合金材料も、
切削加工時の加工熱が上がることが障害となる難削加工材です。
難削合金が増え、工具、工作機械、加工技術が向上していく中で、コーティングも耐酸化温度の向上要求が進むと思われます。
このブログの編集者

- 株式会社オンワード技研
-
1986年創業、DLC・セラミックコーティング・表面処理のプロ集団。
「EVER ONWARD=常に前進する。」をモットーに、コーティング専業メーカーとして全国のお客様の「ものづくり」を支えています。 - 製品ラインアップ
- 所属・掲載