アルミ加工に適したコーティング
今回は、アルミ加工に適したコーティングを考えたいと思います。
アルミ加工の特徴
アルミは、軽量化目的で航空機、自動車などに使われる箇所が増えています。
軟質の純アルミ、航空機などに使われる銅、マグネシュウムなどを含むアルミ合金、
自動車のエンジンに使われる、硬いシリコン結晶を含むアルミダイキャスト(ADC)などがあります。
さて、アルミ加工最大の障害は「凝着」です。
家庭用のアルミホイルをハサミで切ると、刃先にアルミが付着して切れ味が落ちていきます。これが凝着です。
凝着したアルミを除去しようとしても、粘りがあり残ってしまいます。
そうなると、再びアルミの凝着が起きてしまいます。
この「凝着」に加え、アルミ合金などは添加物により硬さも備えたことから
「摩耗」も同時に発生するようになりました。
コーティングには耐凝着、耐摩耗の性能が要求されています。
このように加工障害となる現象は、次のように考えています。
- 凝着・・・・・・アルミが付着して、こびりついた状態。
- 凝着拡散摩耗・・強固に凝着したアルミが剥がれ落ちる際、工具・金型基材の表面ごと脱落し、凝着~摩耗を繰り返す状態。
- 摩耗・・・・・・アルミ合金に含有される硬度の高い添加物が、擦れることですり減る状態。
*アルミ加工工具は、刃先が鋭利なため欠け易く、そこにアルミが凝着し加工障害になることもあります。
アルミ加工に適したDLCコーティング
コーティングの適用ですが、金属原料のTi系、Cr系は、凝着防止の点で期待できません。
この点からDLC(炭素の膜)を、お奨めします。
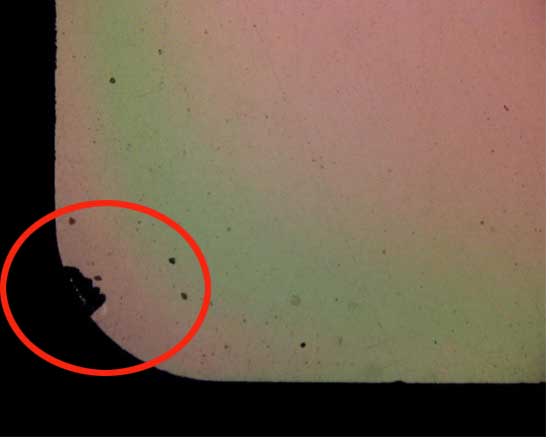
下の写真は、当社切削試験でシリコン結晶を含有したダイキャストのADC12材を
ドライ環境で切削したものです。凝着と摩耗が同時発生する難削材です。
使用工具は鏡面ラップした超硬チップを用いAC-X施工しアルミの凝着を比較しています(赤丸部)。
左がノンコート、右がAC-X施工しております。
黒く見える部分がアルミ凝着で、AC-Xにより凝着が抑えられていることがわかります。
(軽微な付着は発生します。)
ノンコート品
AC-Xコート品
アルミ材質加工別DLCコーティング-ラインナップ
次に、各アルミ材質加工とDLCの選択ですが
純アルミ、アルミ合金加工には、
ハイス工具には密着力の高いDLC-EX系、
超硬工具には高硬度の特性からAC-X系をお奨めします。
ADC加工には耐摩耗性が重要なため高硬度のAC-X系をお奨めします。
また、以下の評価例がありました。
評価例1:切削油との相性
切削油との相性があるようです。
例:A5052材の水溶性切削油使用で、超硬工具にDLC-EXが採用されたことがあります。
(AC-X、DLC-EX切削条件同一)
→→DLC-EX系は親水傾向、AC-X系は撥水傾向の特性から、DLC-EX上の切削油が保持されたことが有利になったと思われます。
評価例2:早期剥離の可能性
高面圧でのパンチ加工、高切込み低速加工では早期剥離の可能性があります。
例a:厚さ1.5mmのアルミ合金打ち抜きパンチでAC-X、DLC-EX共に早期剥離が発生しました。
例b:アルミ鋳物加工切削チップでAC-X、DLC-EX共に早期剥離が発生しました。
→→高切込み低速加工条件で、密着力不足により早期剥離したものと思われます。
ぜひオンワード技研のDLCをお試しください
ダイヤモンドそのものを使った工具や、CVDダイヤモンドコーティングには、性能では適いませんが、
基板上に薄く平滑に成膜できることがDLCの利点であり、
低切込みの高速切削加工工具や、面圧の低い薄板加工用微細パンチに効果が期待できます。
ご相談承ります。ぜひお問い合わせください。
このブログの編集者

- 株式会社オンワード技研
-
1986年創業、DLC・セラミックコーティング・表面処理のプロ集団。
「EVER ONWARD=常に前進する。」をモットーに、コーティング専業メーカーとして全国のお客様の「ものづくり」を支えています。 - 製品ラインアップ
- 所属・掲載